
An HRS Aseptic Block pasteuriser and filler has allowed a contract manufacturer of soft drinks in the UK to increase its capacity in order to fulfil extra orders from its client.
The customer is a supplier of contract manufacturing, packing and distribution services for the food and drink industry in the UK. One of their products is a best-selling branded fruit juice drink produced under contract for a major brand. When they needed to increase production capacity within a limited existing footprint, they approached HRS for a solution, which also needed to preserve the fresh taste and premium quality characteristics of the product.
The customer had an existing plate heat exchanger for pasteurising drink products, but this lacked sufficient capacity to meet the increase demand for the product, and due to its design could only cope with a limited range of product types. Using a tubular pasteuriser based on an HRS multitube heat exchanger not only increased production capacity in a relatively small unit, but it also provided new capacity to handle thicker and more viscous products if required.
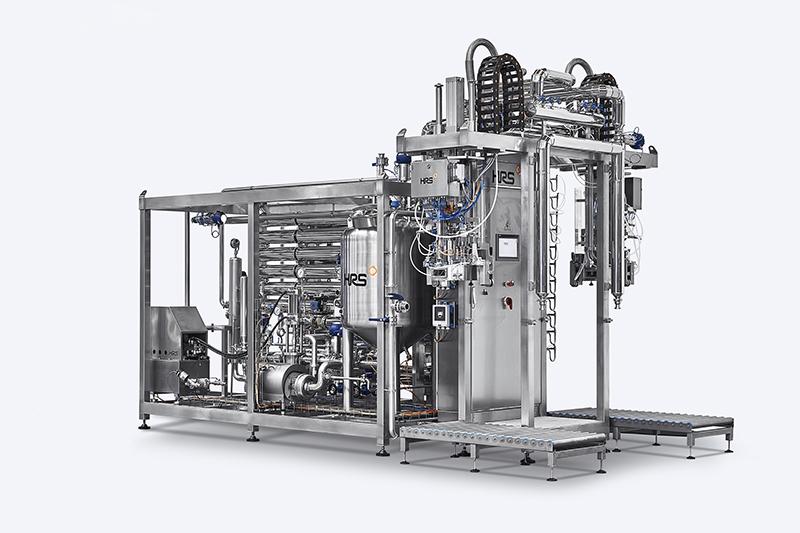
After consultation it was decided that an HRS Aseptic Block unit – incorporating a pasteuriser (based on the HRS MI Series of multitube heat exchangers), pumps and AF Series aseptic filler to fill bulk bag-in-box products – would be the best solution to meet the technical requirements in the space available. Because the customer wanted a turnkey solution, HRS also took care of the ancillaries such as a boiler for the heating water for the pasteuriser, the chiller and all the necessary pipework, pumps, gauges, etc. The Aseptic Block also included a buffer tank, integrated cleaning-in-place system and controls.
Capable of handling 3 tonnes of product per hour, the pasteuriser raises the temperature of the product from 15°C to 95°C, with a holding time of 30 seconds, before the product is cooled to 18°C ready for aseptic filling. Since installation the HRS Aseptic Block has performed to specification, fully meeting the needs of both our customer and their client.



