Emerson has launched a new solution for Dust Collector Monitoring and Control. A wide range of industries—including cement, mining and metals, chemicals and plastics, food and dairy, power, utilities, and more—handle materials that generate significant amounts of dust and particulate emissions. Automating dust collection monitoring is an effective way to optimize filtration, ensure environmental compliance, reduce costly maintenance, and avoid expensive unplanned downtime.
This, easy-to-deploy solution also integrates seamlessly with existing plant automation systems, helping to extend dust collector equipment life and boost overall operational efficiency.
Dust collectors are designed to capture potentially harmful airborne particles and fumes, which is essential for protecting people and the environment, and for ensuring reliable equipment operation and maintaining environmental compliance. They vary in size, and are built to house filters, which must be monitored for performance, cleaned periodically with compressed air, and replaced when they fail or reach the end of their useful life.
Intelligent monitoring and control can significantly reduce maintenance costs and the total cost of ownership. Smart filter cleaning can minimize energy costs and compressed air consumption. Detecting and identifying failed filters helps avoid regulatory penalties. In addition, extending filter life by as much as one year can result in savings of up to $18,000. Dust filters and pulsating solenoid valves play a critical role in many manufacturing and production operations, so preventing downtime and compressed air leakages can save thousands of dollars per hour.
Emerson’s standard dust collector monitoring and control solution combines these proven products and capabilities:
Optimised control of pulse valves, including automated cleaning cycles of multiple filter lines.
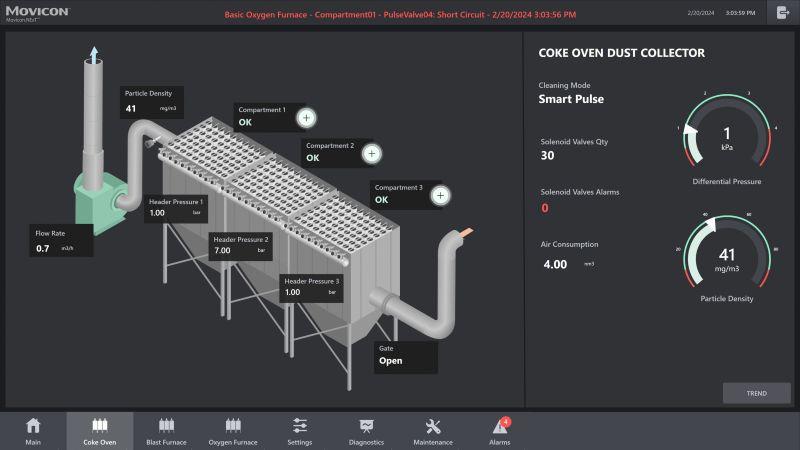
Movicon.NExT SCADA enabling remote monitoring, alerts, reporting, and integration with existing systems.
PACSystems PLC controls and AVENTICS solenoids with built-in algorithm for efficient cleaning of multiple filter lines.
QuickPanel+ HMI, which provides real-time diagnostics and early warning of fault detection.
Scalable licensing based on pulse valve count (up to 500).
ASCO P152 particle concentration sensors able to detect low dust levels and filter issues.
Differential pressure monitoring with Rosemount™ pressure sensors and optional 4-20 mA compatibility.
Compressed air, pressure, temperature, dust level and energy monitoring, plus predictive maintenance features.
By optimising pulse valve use with advanced algorithms and predictive diagnostics, Emerson's dust collector monitoring and control solution can extend valve and bag life, reduce compressed air waste, and protect dust collector equipment while avoiding costly maintenance and downtime.